





量産品や定期案件ご依頼者様へ
ノースヒルズ溶接工業は、試作・研究開発品を主体とした溶接屋です。
今後、中長期的には試作品の量産化体制への移行も視野に入れておりますが、勝手ながら、試作品はすべて有償での対応になります。
また、高難易度(一般的に溶接できないモノ)製品は、溶接の実現性においては、明確な回答ができないものもあります。
すべて誠実かつ前向きな対応を心がけており、毎月複数の手法が生まれています。
その中で、残念ながら実現できなかった製品もあります。
そのため、高難易度のモノになればなるほど、どこまでをいつまでに実現する必要があるのか、費用なども含めお打合せをさせて頂きたいと考えております。
試作の時間と製造コストは、将来の量産が決まった際には大した額ではないとは思いますが、量産が弊社にとって確定的なものではない関係上、現状このような対応をせざるを得ません。
ご了承ください。
ノースヒルズの
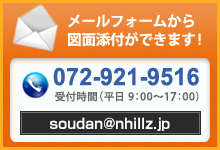
施工現場設備のご紹介
普段見れないノースヒルズの溶接現場や溶接作業をを動画を交えてご紹介。ワンストップでご提案するために弊社では最高水準の溶接機器を保有しております。
-

電気炉実験風景
-

現地調査依頼
-

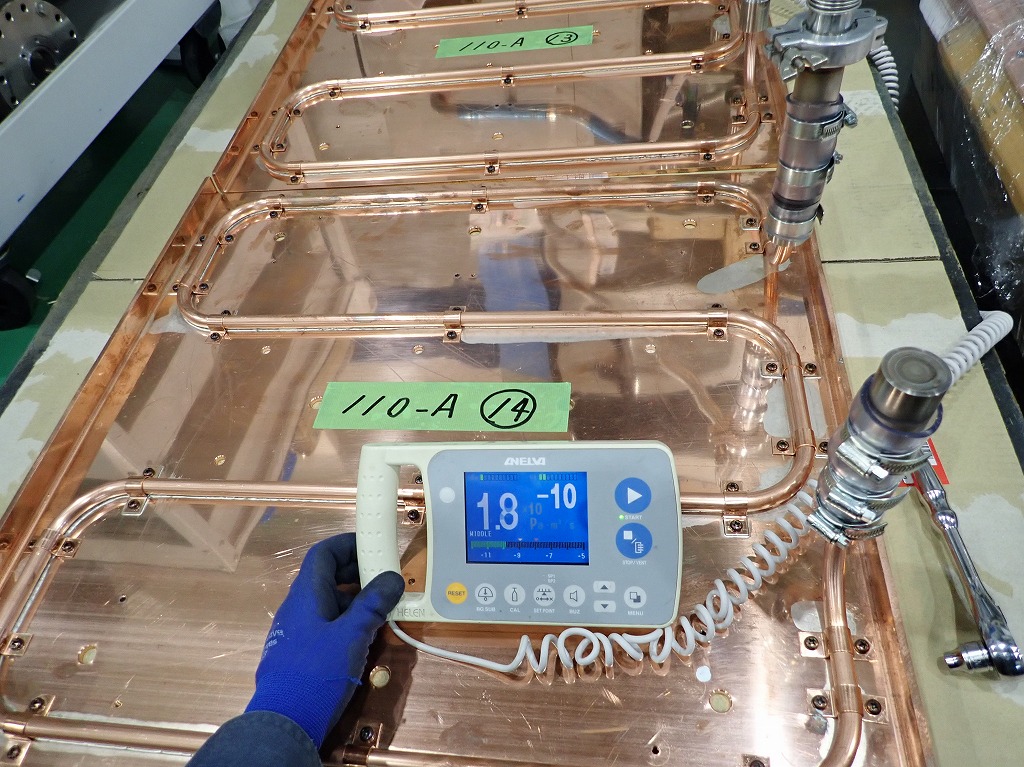
heリークテスト風景
-

東大阪展示会出展風景-2013年冬
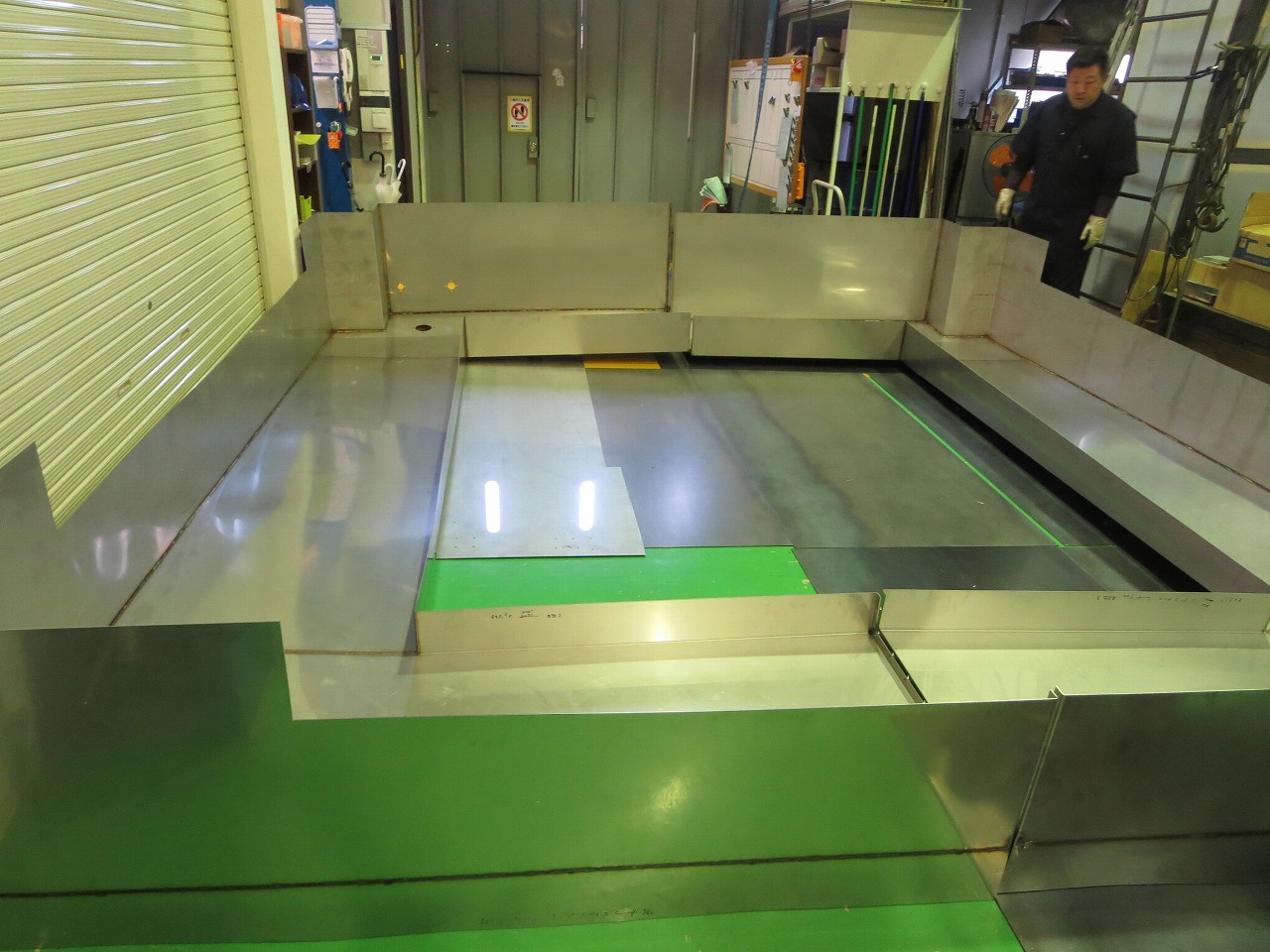
ノースヒルズ溶接工業の溶接技術









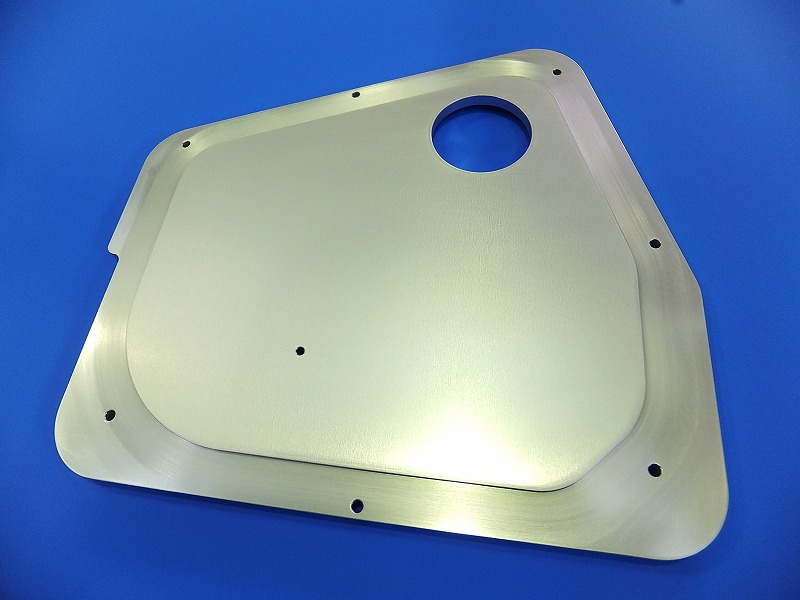
他社で行うことの多い、溶接後の歪取りはほとんどする必要のない仕上りを実現いたします。材料にあまり負荷をかけず溶接するため、長期使用する製品ほど弊社の製品のメリットが生かしてもらえるものと思っております。溶接の溶け込み量も一般的なTIG溶接と比べ大きく差があります。丈夫で長持ちする製品それが弊社の溶接技術です。
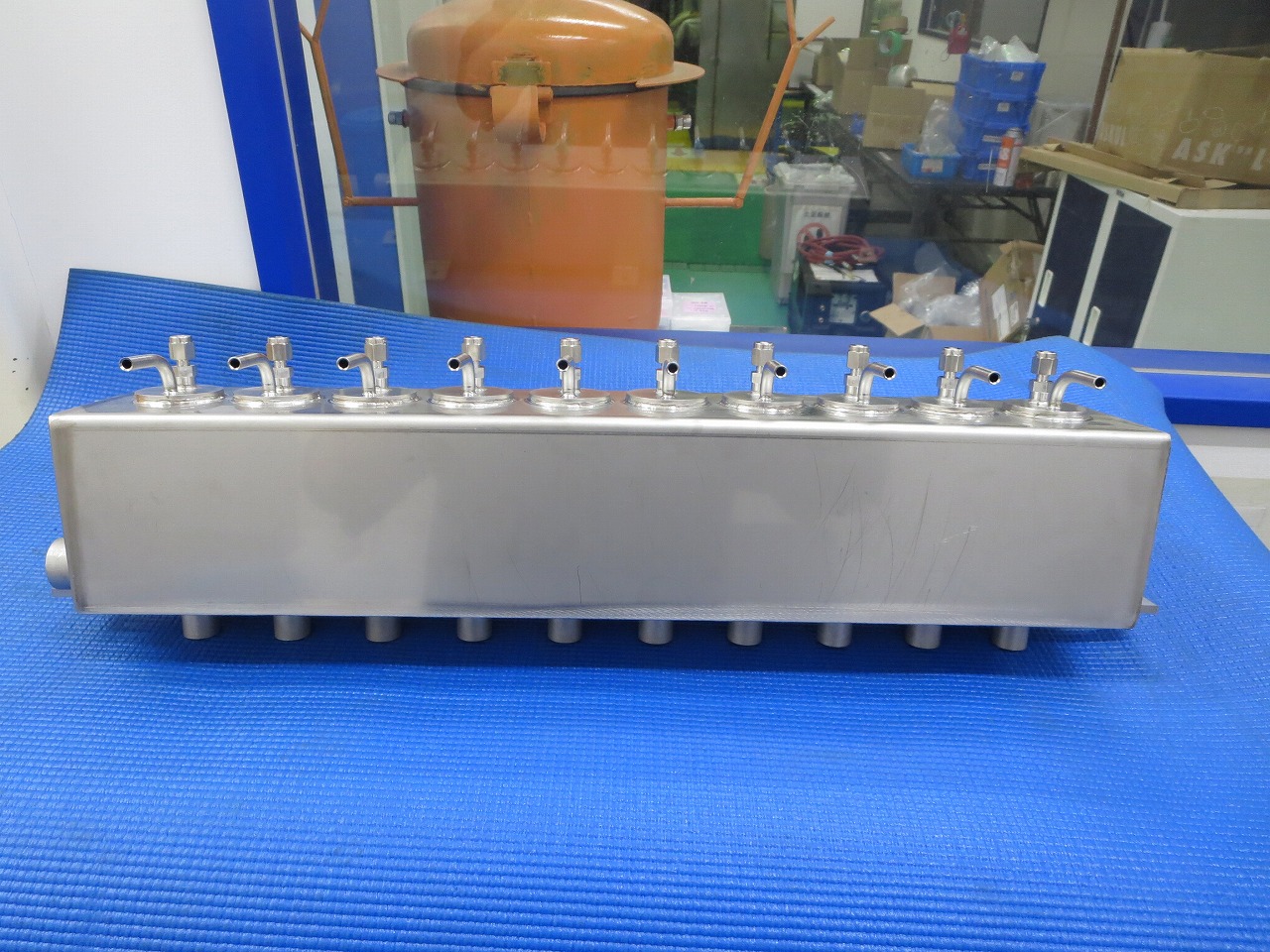
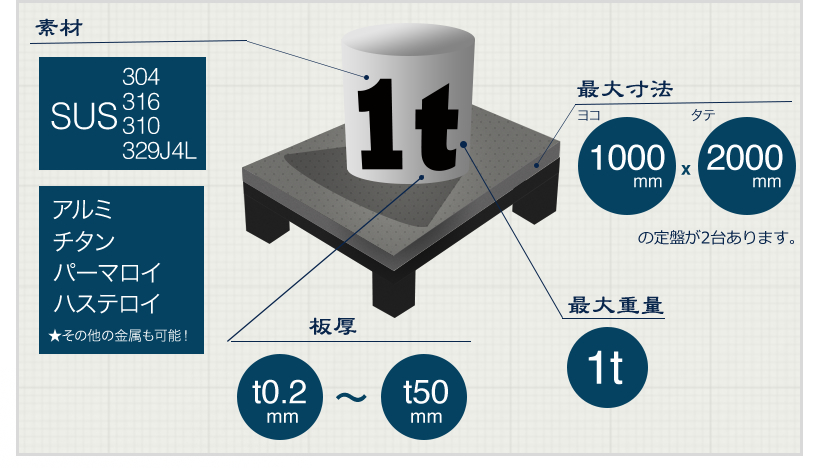
対応素材としてはステンレス鋼(SUS304/310/316L等)
チタン・アルミ・胴・パーマロイ・ハステロイ・その他に対応可能!
溶接工法のご紹介
ノースヒルズ溶接工業は、TIG溶接技術を主とした溶接屋です。
TIG溶接は、一般的にタングステンイナートガス溶接の略で、タングステンの電極を利用し、通電させることにより電極先端から製品までの短い距離間でプラズマを起こし、その熱エネルギーで製品を溶かし、接合させる技術です。 この溶接は、汎用性が高いぶん、溶接工の技術に左右される溶接手法です。 弊社は、長期にわたる溶接工の技術ノウハウと理論に沿った知見に基づき、新しい技術を日々構築し続けています。
下記に、溶接工法の一部をご紹介します。 ※すべて40Aの電流で同条件で溶接しております。
 アルゴン溶接
アルゴン溶接
TIG溶接の別名です。実務上プラズマを起こすのに最適なガスとして利用されています。「溶接して欲しい」という依頼のみの場合、この溶接手法でさせて頂いてます。
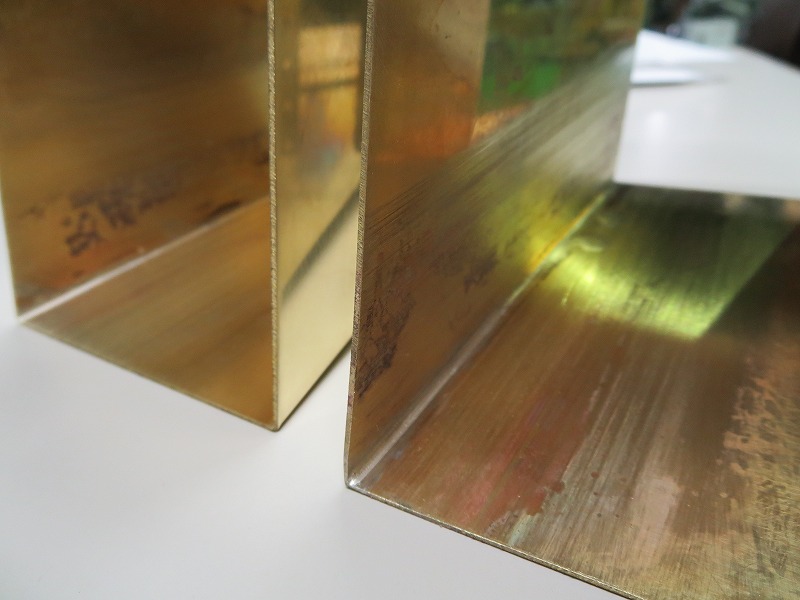
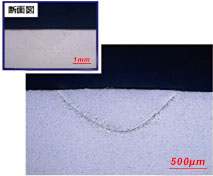
 WEL-DW工法での溶接
WEL-DW工法での溶接
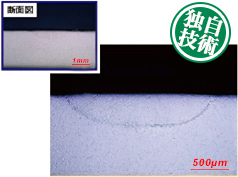
幅広く浅く溶接したい場合に最適な工法です。熱影響や歪みを極力抑えながらも、ある程度の強度を誇る溶接工法です。また、既に仕上がった製品の溶接修理の際にも利用します。コスト削減や新規製作しなくても修理対応できるのが大きな強みです。この技術は、ノースヒルズ溶接工業にしかない技術になります。また、工法名も弊社独自工法となります。
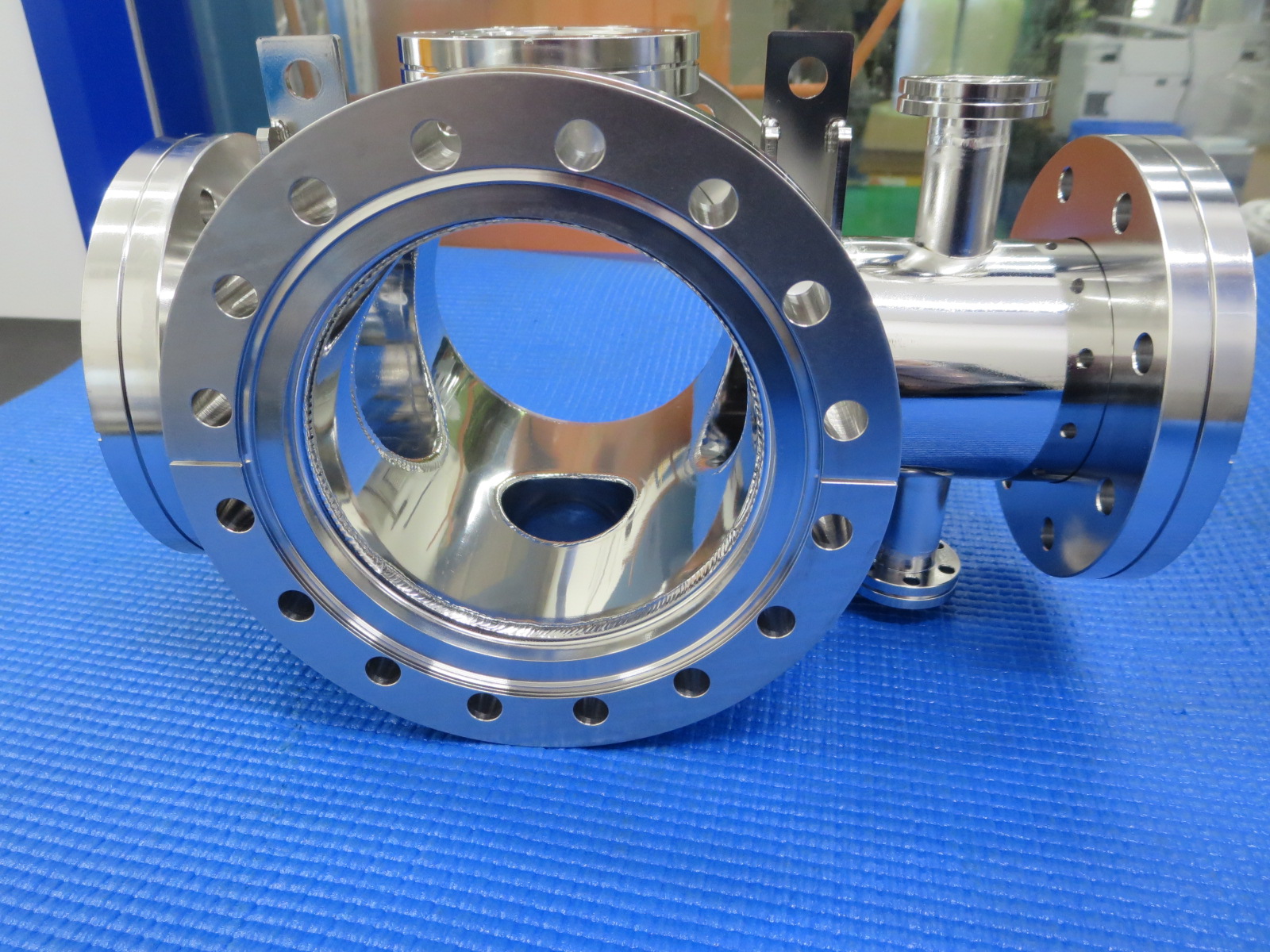
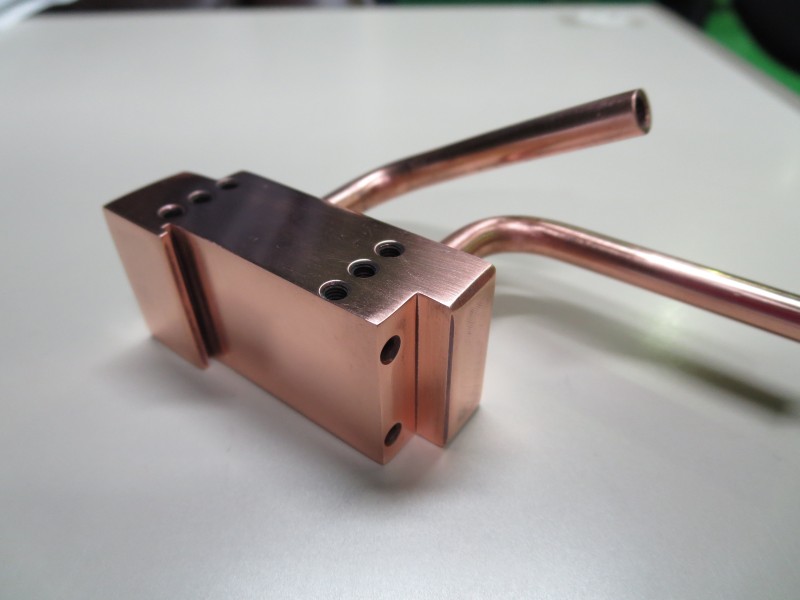
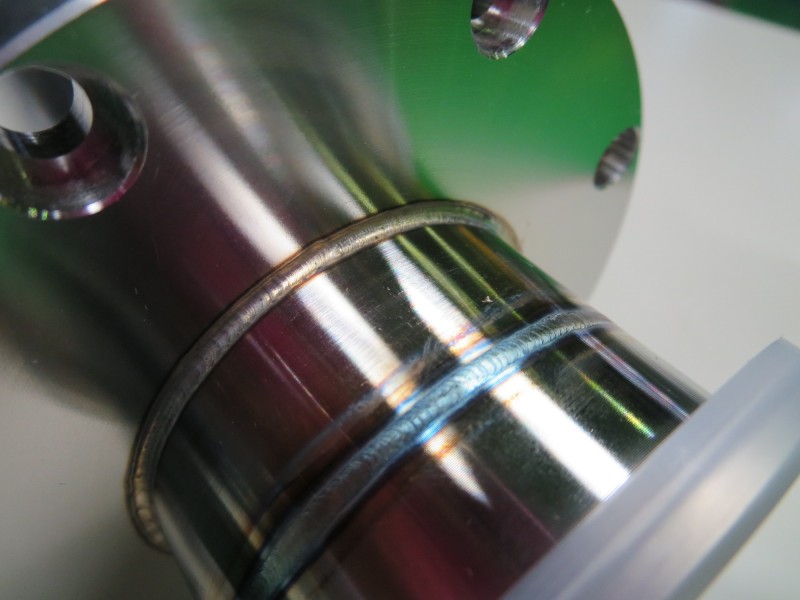
 WEL-D工法での溶接
WEL-D工法での溶接
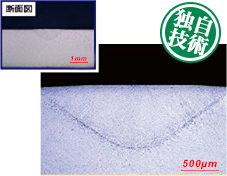
溶け込み量を増やしたい場合に最適な工法です。熱影響は避けられませんが、強度があり耐久性が高い製品の提供に欠かせない溶接工法です。極端な温度変化が起きた場合、一番負荷がかかるのが溶接個所と言われております。弊社では、開先を入れずして高強度な溶接をおこない、素材とほぼ同じ強度を溶接でも保つことができるのが強みです。この技術は、ノースヒルズ溶接工業にしかない技術になります。また、工法名も弊社独自工法となります。
工法はあくまで一部になります。
ノースヒルズ溶接工業は、ユーザー様の希望に合わせた手法をご準備しております。
また、上記の手法が希望の場合は、CAD図など設計段階で決定されることをおススメします。
一般的な溶接の脚長指示よりも良い製品づくりのご提案をさせて頂けるかと思います。
製造メーカー・加工・技術屋様を完全サポート
わが社は、先端技術・研究開発分野でハードの提供を行えるよう最高水準のTIG溶接技術を備えております。豊かな経験を踏まえ、さらなる新しい溶接技術の開発に切磋琢磨する所存です。 弊社設備では、少量、多種ある部品に対応ができます。溶接の相談等も歓迎します。近頃、高圧の依頼や個人からの依頼も多く承っております。大阪の溶接で依頼先を探しているならお気軽にご連絡下さい。